Особенности конструкции и изготовление гибочного станка для профильной трубы
Содержание:
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
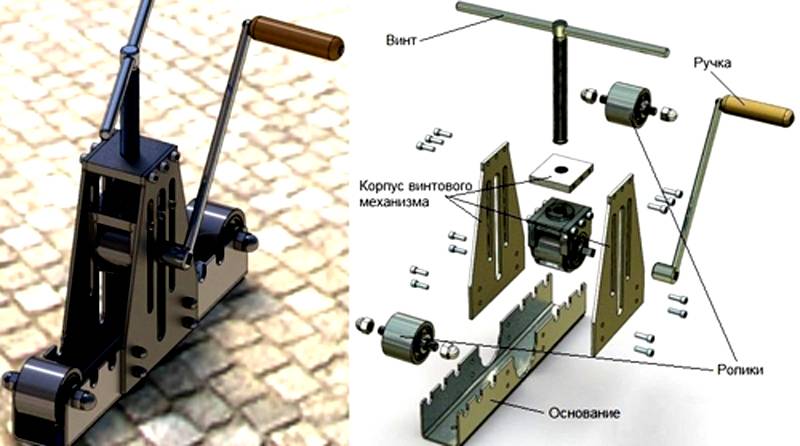
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
https://youtube.com/watch?v=8IYuk41JNRY
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станка Схема вала Чертёж вилки Опоры для подшипников Чертёж щеки Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизаторе Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайку Вставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.
Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.
Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).
Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.
Процесс сборки
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
- Создание ролика и валов (в случае отсутствия должной квалификации лучше доверить это дело профессиональному токарю).
- Установка подшипников в обоймы.
- Определение расположения шпоночных канавок на валах.
- Просверливание отверстий в ограничительных насадках, нарезка резьбы, предназначенной для зажимных болтов.
- Создание площадки, на которую будет установлен прижимной ролик. В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками.
- Прикручивание прижимного вала.
- Приваривание к площадке проушины (используются гайки М8).
- Изготовление станины и опорных ног с применением сварочного аппарата.
- Подвешивание площадки, на которой установлен ролик, к станине при помощи пружин (использовать верхнюю поперечину станины).
- Просверливание отверстий в опорной раме. С их помощью будет обеспечиваться переменное расстояние между разными валами. В данном случае необходимо тщательно следить за расстоянием между отверстиями, поскольку в случае ошибки труба будет не только сгибаться, но и сжиматься.
- Установка опорных валов. Монтаж ведомой и ведущей звездочек, приводной цепи.
- Установка натяжителя, устранение провисания цепи.
- Создание ручки привода. В качестве исходного материала можно использовать стальной прут диаметром в двадцать миллиметров.
- Установка и фиксация домкрата на верхней площадке. Для фиксации можно использовать гайки и болты.
После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
Здесь рассказано о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Watch this video on YouTube
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создать сварные соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы выяснить, как сделать трубогиб для профильной трубы своими руками, чертежи и видео дополняют описаниями рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
Прокатный трубогиб
| Рисунок | Действия |
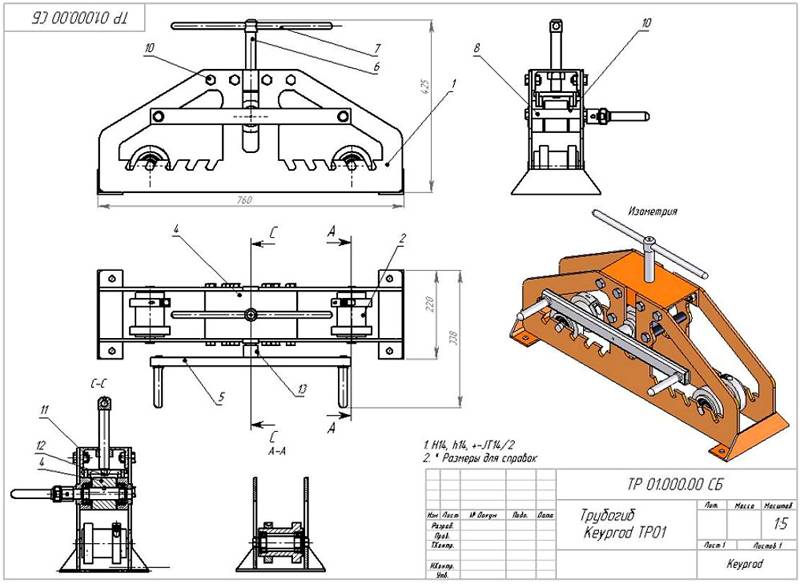 |
Для создания качественного станка можно использовать этот чертеж для образца. Здесь заготовка устанавливается между тремя роликами. Крайние (2) – выполняют опорные функции. Чтобы их устанавливать на разных расстояниях (для получения нужных углов изгиба) в опорных планках (1) сделаны пазы. Необходимое давление создают с помощью винтового механизма (6, 7). Усилие передается через центральный ролик (4), который вращается рукояткой (5). |
 |
Отверстия в нижних частях создают по этим размерам. Для заготовки выбран швеллер с толщиной стенок 4 мм. |
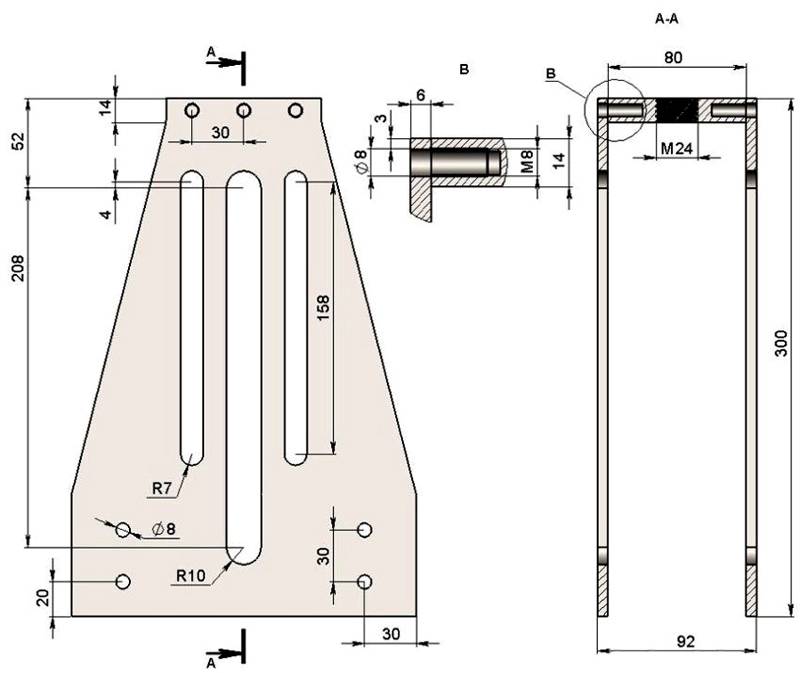 |
Верхнюю часть создают с вырезами. Их надо сделать ровными, чтобы не создавать препятствий перемещению опорных винтов. |
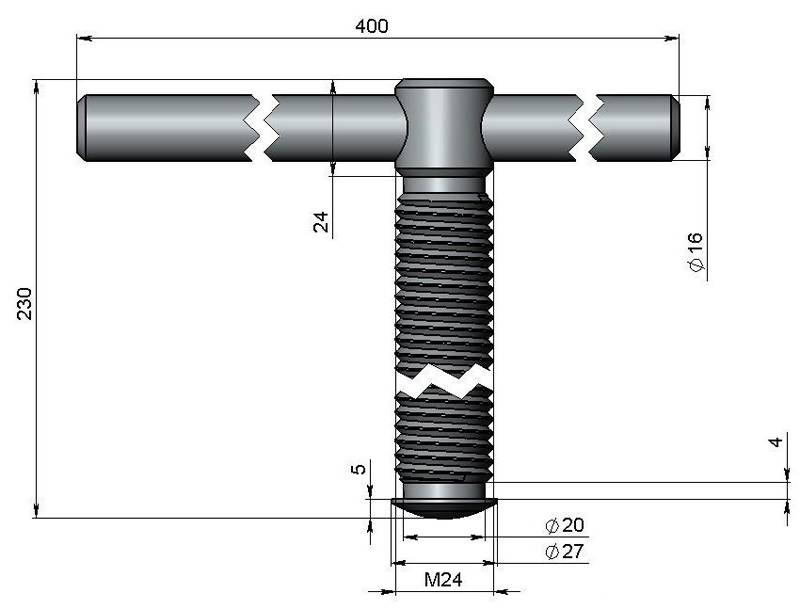 |
В соответствии с этим рисунком нарезают резьбу. |
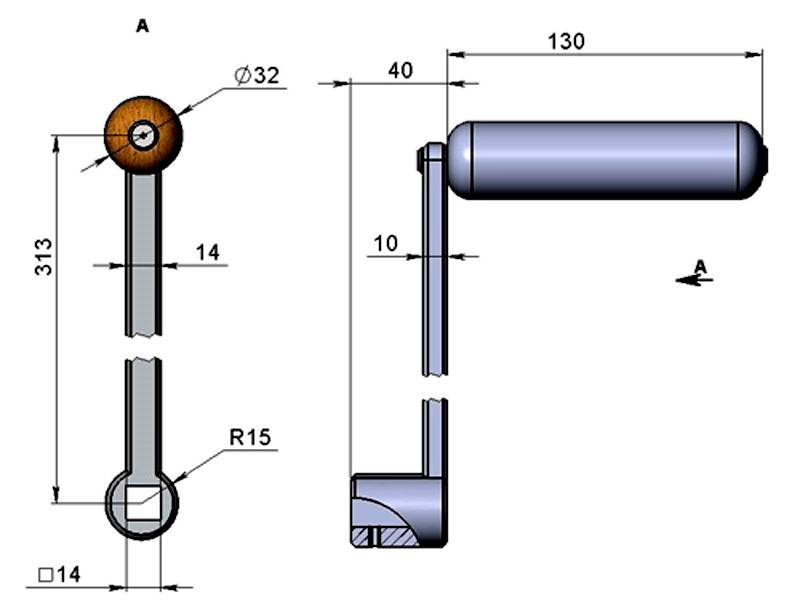 |
Для ручки можно подобрать готовое изделие, либо использовать такие размеры. |
 |
После сборки получится такое симпатичное и функциональное изделие. В нем нет сварных соединений. Но комплектующие детали сложно сделать самостоятельно без профессиональных навыков, специализированных станков. |
Гидравлический трубогиб
Винтовой механизм выполняет свои функции слишком медленно.
 Для ускорения процесса подойдет гидравлический привод
Для ускорения процесса подойдет гидравлический привод
В этой конструкции использован стандартный домкрат. Он закреплен жестко на планке, которая подвешена на двух пружинах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, прижимных сегментов.
Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочной рамы из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция получилась разборной. При необходимости ее не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
В основании рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянному полу гвоздями, саморезами. Это придает дополнительную устойчивость стационарной конструкции. Ее металлические части обезжирены, покрыты грунтовкой и краской. Помимо хорошего внешнего вида обеспечена хорошая защита от разрушительных процессов коррозии.
Статья по теме:
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
-
Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. -
Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. -
Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.


