Точечная сварка: описание технологии контактной точечной сварки (как варить), обозначение на чертеже по гост + где применяется
Содержание:
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Это интересно: Машина контактной сварки — что это такое? Статья для новичков
Преимущества и недостатки
- стабильность параметров и качество соединения;
- небольшое энергопотребление;
- медленный износ электродов;
- отсутствие расхода присадочных и вспомогательных материалов;
- низкие требования к квалификации персонала;
- нет выделений вредных и опасных для здоровья веществ;
- чистота сваренной поверхности (шов находится внутри металла).
Контактная технология лучше любых других подходит для автоматизации и использования в оборудовании для серийного производства. Большинство роботов на конвейерах кузовных цехов автопрома — это программируемые автоматические устройства контактной сварки. А сварка трубных стыков всех магистральных газо- и нефтепроводов высокого давления производится контактным стыковым способом с использованием специальных автоматизированных комплексов.
При сжатии между плоскостями деталей не должно быть даже минимального зазора, иначе возможен боковой выплеск расплавленного металла из внутренней зоны сварки. Помимо этого такие сварочные аппараты в силу особенностей своей конструкции не приспособлены к работе в ограниченном пространстве. Мобильная рабочая часть контактного оборудования имеет значительный вес, а при отсутствии механизированного привода сжатие требует от сварщика приложения значительных физических усилий.
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.
 Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Существует несколько разновидностей контактной сваркиФОТО: goodsvarka.ru
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.
 Точечная сваркаФОТО: usamodelkina.ru
Точечная сваркаФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
 Рельефное соединениеФОТО: weldering.com
Рельефное соединениеФОТО: weldering.com
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.
 Шовная сваркаФОТО: svarkaprosto.ru
Шовная сваркаФОТО: svarkaprosto.ru
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
 Схематическое изображение стыковой сварки металловФОТО: weldering.com
Схематическое изображение стыковой сварки металловФОТО: weldering.com
Статья по теме:
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Это интересно: Аппарат для раструбной сварки — что это такое и как использовать?
Обозначение на чертежах
Иногда для проведения технологии может потребоваться чертеж или схема контактной сварки. На ней должны быть правильные обозначения параметров и важных критериев этого метода. Ниже имеется фото со схемой данной технологии.
Сварщик должен взять на заметку несколько важных обозначений:
- на схеме видимый шов отмечается сплошной линией;
- невидимое соединение — штриховой линией;
- видимая сварная точка обозначается знаком плюс — «+». Оно выполняется основными сплошными линиями;
- невидимая точка никак не отмечается.
Сварка, при которой используется контакт в виде электрического тока и давления — востребованная технология, при помощи которой можно создавать прочные и качественные соединения. Она применяется во многих областях промышленности, включая машиностроение, сельское хозяйство.
Этот способ подходит для изделий из разных металлов, сталей, нержавейки, с ним легко работать, и он безопасен для человека и окружающей среды. Но все же перед тем как приступать, стоит заранее узнать, какое действие тока при контактной сварке должно применяться, именно от этого зависит качество работ.
Схема трансформатора
После того как обмотки будут соединены, можно проверять силу тока. Она не должна превышать 200А. Если значение выше, то могут возникнуть скачки напряжения, которые могут привести к негативным последствиям.
Напряжение должно выходить на первую обмотку. На выходе напряжение не должно превышать 2 вольт.
Для изготовления аккумулятора своими руками необходимо особое внимание уделить корпусу будущего оборудования. Для этого используют дерево
В задней части устройства должны присутствовать отверстия, которые будут отвечать за электроснабжение и выключение.
Изготовленный из дерева корпус сварочного аппарата должен быть отшлифован и покрыт лаком.
После изготавливают аппарат своими руками. Соединяют все детали, подготовить медные провода, которые будут выполнять роль электродов. Для их крепления можно использовать обыкновенную отвертку. Для качественной фиксации к корпусу трансформатор можно прикрепить саморезами. Помните о безопасности, заземление необходимо одеть на одну из клемм.
В устройстве данного аппарата точечной сварки следует предусмотреть дополнительный выключатель, закрепленный саморезами к корпусу. Таким образом, своими руками из сварочного аппарата вы сможете получить выгоду. Это и экономия на приобретении нового устройства и заработок на выполнении несложной работы.
Принцип действия
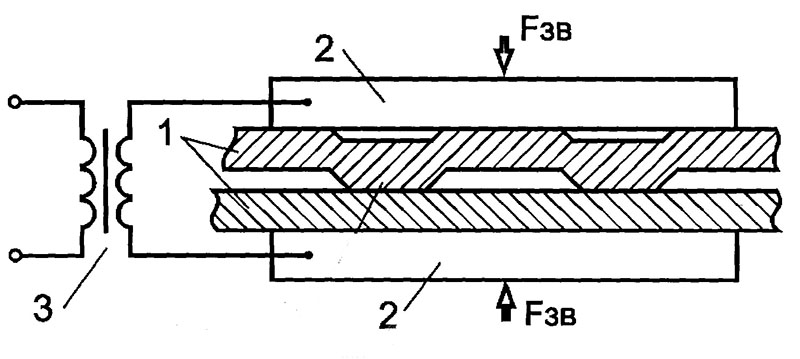
Технология контактной сварки точечным, шовным и рельефным способами основана на одной и той же единичной операции — создании сварной точки в месте соприкосновения поверхностей заготовок. В общем виде это выглядит так (см. рис. ниже):
- Установка сложенных внахлест заготовок на нижний электрод.
- Сжатие их верхним электродом.
- Подача импульса сварочного тока.
- Кратковременное удерживание сжатия до остывания сварной точки.
- Отвод верхнего электрода в исходное положение.
В установках контактной сварки используется постоянный ток обратной полярности (плюс на верхний электрод) или переменный ток частоты 50 Гц (в некоторых случаях применяют высокочастотные источники)
Прижим деталей является важной частью технологического процесса. После прохождения импульса тока в месте соприкосновения поверхностей деталей возникает линза из расплавленного металла, которая в контактной технологии называется ядром
Сжатие с необходимым усилием не позволяет металлу выплескиваться за область ядра, а также вызывает пластическую деформацию зоны ядра и взаимное проникновение металлов заготовок.
Стандартная установка точечной сварки состоит из следующих элементов (см. рис. ниже):
- источник питания с переменным или постоянным током;
- нижняя (опорная) рукоятка с электродом массы;
- верхняя (прижимная) рукоятка с основным электродом;
- корпус установки с механизмом прижима и контактами.
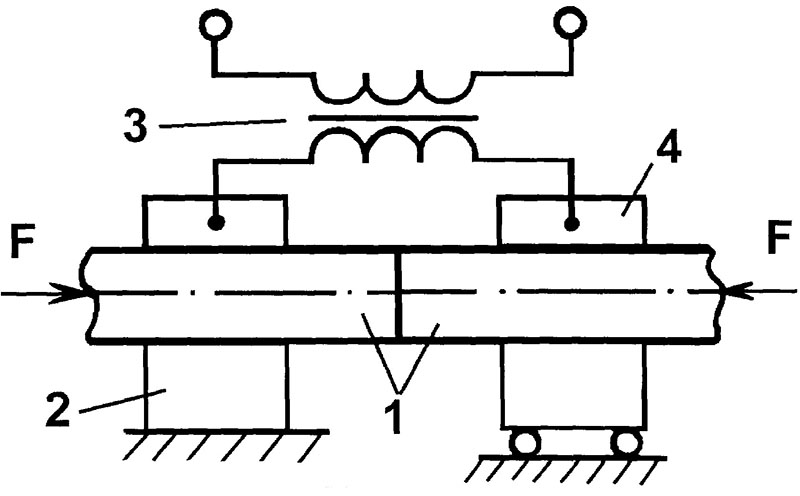
Технология стыковой сварки отличается от остальных контактных способов, т. к. в этом случае посредством расплавления металла соединяются торцевые части двух массивных деталей. Последовательность технологических операций при стыковой контактной сварке выглядит следующим образом (см. рис. ниже):
- Фиксация одной из заготовок в неподвижном зажимном приспособлении.
- Установка второй заготовки в подвижную оснастку.
- Сжатие торцов заготовок с постоянным усилием.
- Подача на заготовки импульса сварочного тока.
- Разогрев металла до состояния плавления с продолжающимся после отключения тока приложением усилия.
- Сближение торцов и образование сварного шва.
- Остывание шва и снятие усилия.
Напряжение холостого хода в устройствах контактной сварки намного ниже, чем у другого сварочного оборудования. Обычно оно составляет 3÷6 В (максимум до 20 В), при этом напряжение сварки равно 1÷1.5 В. Сила тока во всех контактных способах в зависимости от толщины заготовок и площади контакта лежит в интервале от единиц до сотен тысяч ампер. Глубина проплавления каждой детали в зависимости от вида материала должна составлять от 20 до 80% процентов ее толщины. Не допускается сквозное проплавление (прожиг) металла, а также проплавление его на глубину меньше нормативного.
Оборудование для контактной сварки
Технологически все оборудование для контактной сварки разделяют на машину и контактный сварочный аппарат.
Так же их подразделяют:
- по методу соединения металлов – притирка или оплавление;
- по механизму подачи сварочного электрода в автоматическом суппорте – винтовая подача, рычажная, карусельная;
- по устройству зажимов сварочных заготовок – винтовые, тисочные, прищепки;
- по видам монтажа машины подразделяют на стационарные и переносные.
Машины контактной точечной сварки оснащаются двумя электродами – катодом и анодом, относительно которых закрепляются сварные заготовки. Так же следует понимать, что время проваривания шва в каждой точке зависит от характеристик металла заготовки.
Как правило, наименьший период времени занимает приваривание в точках на цветных металлах.
Роликовая машина для контактной сварки предполагает соединение деталей непрерывным швом за счет пропускания тока через свариваемые детали.
После того, как заготовка подана в рабочую зону, где должен быть осуществлен прожиг срабатывает фотонная защита, то есть сварка работает только с тем участком, с которым необходимо, так как фотонные поля не пропускают электрическую дугу, не позволяя ей заискрить и испортить “чистую” зону заготовки.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Многоточечная машина контактной сварки
Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Такие машины применяют в том случае, когда требуется дополнительные наплавки на шов, например в технологических трубопроводах, которые работают под давление свыше 100 Атмосфер.
Многоточечные машины работают в двух технологических режимах:
- с прерывистой подачей тока, для того, чтобы прокладывать наплавки по коротким швам для кратковременных отключений электрической дуги;
- с непрерывной подачей тока для постоянства дуги, когда надо проложить единый шов относительно сварных поверхностей.
Сварочные аппараты для контактной сварки отличаются высоким КПД и надежностью.
Сварка точечного типа из сварочного оборудования ручной сборки
Алгоритм создания агрегата для точечного производства сварки из сварочного инструмента, а также требуемые для этого материалы почти такие же, как в случае с трансформатором от СВЧ-печки. Но имеется ряд моментов.
Собственноручное создание контактной сварки из инверторного устройства нерациональна, ведь для работы не нужен постоянный ток. Вследствие этого останавливаем выбор на трансформаторном устройстве от аппарата переменного тока.
Число витков рассчитываем по следующей формуле:
N=50/S. Здесь N – число витков, а S – размер сердечника.
Собственноручно выполненные сварочные клещи
Клещи – важная часть сварочного аппарата. Их конструкционное решение зависит от того, какие работы планируется осуществлять, предполагаемых размеров соединяемых элементов и типа привода. Электроды выполняют из медной проволоки, чья толщина должна быть равна или превышать толщину кабеля вторичной обмотки.
Какой аппарат для точечной сварки лучше
Сварочный аппарат должен быть надежным, производительным, максимально точным в выполнении своих функций. Все представленные номинанты соответствуют этим параметрам, отзывы тому подтверждение. Что выбрать и купить, подскажут рекомендации Vyborexperta.ru на основе сравнительного анализа плюсов, минусов каждой позиции:
- Калибр СВА-1.5 АК – бюджетная компактная модель клещей российского производства;
- Telwin Digital Modular 230 – аппарат с таймером для листовой высокопрочной стали;
- Blueweld Plus 230 – высокая мощность, модель для левши/правши, микроконтроллер;
- Fubag TS 2600 – компактный споттер с 5 режимами работы, световой индикацией;
- ТСС SW-1600 – самый высокий показатель точности, скорости, экономичности.
Подходить к выбору такого сварочного прибора следует с полной серьезностью. Чтобы затраты были оправданы, учитывают все факторы заранее. Условно номинантов можно разделить на бытовые, профессиональные конструкции. Многое зависит от частоты использования, уровня нагрузок, личных потребностей, с какими именно изделиями будет проводиться ремонт.
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор. Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.
Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.
Рекомендуем к прочтению Как сделать аппарат для сварки из микроволновки
Особенности самодельного аппарата для сварки
Контактная сварка в технологическом отношении не слишком сложная, но чтобы достичь нужного качества соединения, нужно правильно ею управлять. Поэтому самодельное устройство на основе микроволновки потребуется оснастить специальными органами управления. Ключевыми из них являются рычаг, выключатель, а также рычаг, посредством которого оказывается усилие сжатия электродов и деталей, которые соединяются.
Качество соединение непосредственно зависит от усилия сжатия, соответственно, рычаг для прибора должен быть максимально длинным
Важно, чтобы оборудование для сварки можно было надежно фиксировать на поверхности рабочего стола с помощью струбцин
Усилие, которое передается электродами, можно увеличить не только рычагом, но еще и рычажно-винтовым механизмом, который также можно прикрепить к самодельному аппарату. Его лучше всего прикрепить прямо на рычаг, чтобы манипуляции были быстрыми. А еще такое размещение освободит вторую руку, чтобы можно было поддерживать детали.
Особенность работы с аппаратом точечной сварки заключается в том, что ток можно подавать на электроды только тогда, когда они сжаты. А если подачу тока включить перед сжатием, то электроды будут искрить при соприкосновении с деталями, что приведет к подгоранию и выходу из строя.
Выключатель для управления сваркой нужно будет поставить в цепь первичной обмотки. А если он будет установлен в цепь вторичной обмотки, по которой проходит ток значительной величины, то будет создано дополнительное сопротивление, в итоге электроды сварятся друг с другом.
Также самодельный аппарат на основе микроволновки потребуется оснастить простой системой охлаждения, которую также можно сделать самому. Для такой системы можно взять обычный вентилятор, с помощью которого можно будет охлаждать электроды, трансформатор, прочие токопроводящие элементы. Естественно, данное охлаждение не является слишком эффективным, и вам будет нужно делать регулярные перерывы, чтобы все нагревающиеся элементы оборудования могли охлаждаться самостоятельно.
Выше были рассмотрены особенности сборки оборудования для точечной сварки своими руками. Такой метод доступен каждому, поскольку материалы для работы не являются слишком дорогостоящими, а навыки точечной сварки можно будет освоить весьма быстро.
https://youtube.com/watch?v=RvjiNon6vNA
Лучшие модели
По мнению многих людей, тесно работающих со сварочным оборудованием, следует отметить следующие модели.
| Название | Описание | Стоимость | Достоинства | Недостатки |
| Калибр СВА-1,5 АК | Лучший вариант цена/мощность, но не для «гаражного использования» | 13890 руб. | Процесс сварки проходит аккуратно
Не требуется механообработка Мощная возвратная пружина |
Верхняя консоль перегревается
Тяжелый Сильно нагружает сеть напряжением 220В |
| FoxWeld KTP-8 3098 | Пользуется спросом при работе с крупными металлическими конструкциями | 15560 руб. | Большая рукоятка для транспортировки
Малогабаритный Повышенная мощность тока при сварке |
Люфтит
Нагружает сеть Тяжелый Нерегулируемая мощность |
| Споттер FUBAG TS 2600 38 666 | Подходит для ремонта кузова автомобиля | 32620 руб. | Предупреждает о перегреве
Четыре различных режима работы |
Тяжелый
Дорогой Нерегулируемая сила тока |
| Споттер RedHotDot HAMMER IT 275116 | Примечателен наличием числового управления. Подходит для эксплуатации в гаражных условиях. | 30168 руб. | Не нагружает бытовую сеть
Малогабаритный Большая глубина расплавления и сварки |
Высокая цена
Тяжелый – весит больше 16 кг |
| FoxWeld MTP-25 3373 | Отличный вариант для производственных условий. | 67900 руб. | Прост в управлении
Долговечный Клещи сжимаются с помощью педали |
Очень дорогой
Требуется специальная установка Необходима постоянная заточка электродов |
| WIEDER KRAFT WDK-6000 | Приемлемый вариант для автомастерских. | 65273 руб. | Наличие тележки
Питается от 220В Повышенная надежность Может сваривать в восьми разных режимах Микропроцессорное управление |
Очень дорогой
Отсутствует вентилятор, охлаждающий механизм Габаритный (60х50х95 см) |
Контактник из сварочного трансформатора
Такое оборудование можно превратить в полноценное средство контактной сварки. Единственным недостатком является невозможность управления силой тока.
Разработка чертежа
Правильный выбор схемы помогает изготовить работоспособный сварочный аппарат. Предпочтение отдают простым чертежам, включающим минимальное количество деталей и блоков. Такие варианты не позволяют создать слишком мощное устройство, однако прибора достаточно для выполнения мелкого ремонта автомобиля, садовой техники, ограждений.
Рекомендуем к прочтению Как сделать аппарат для сварки из микроволновки
Перечень деталей и расходников
Для переделки сварочного трансформатора в оборудование для контактной сварки потребуются такие элементы и материалы:
- трансформатор, преобразующий электрическую энергию;
- толстый кабель;
- медные электроды;
- болты;
- наконечники;
- прерыватель;
- деревянные бруски, фанера для создания корпуса.
Процесс создания аппарата
Сборку самодельного устройства выполняют так:
- Устанавливают сварочный трансформатор в корпус, созданный из металлических листов. Собирают электрическую плату на текстолитовом листе толщиной более 1 см. Деталь закрепляют в корпусе сварочного аппарата.
- К шине, вторичной обмотке болтами присоединяют сварочный провод. Оставшийся конец кабеля подключают к электроду.
- К контактной колодке, находящейся на электрической плате, подсоединяют питающий провод.
Эксплуатация точечной сварки
Мастер, использующий контактный трансформаторный аппарат, должен стоять на резиновом коврике, применять защитные перчатки и очки. Кабель заземления подключают к детали, к которой будет привариваться другая заготовка. После этого нажимают клавишу включения, сопоставляют соединяемые элементы, зажимают электродом сварочного пистолета.


